
خط SMMS للنفخ الذائب
في عام 2006، قامت CL ببناء أول خط SMMS في الصين. يتكون SMMS من قماش غير منسوج من نوع spunbond، وقماش غير منسوج من نوع meltblown، وقماش غير منسوج من نوع meltblown، وقماش غير منسوج من نوع spunbond. بالمقارنة مع SMS، فإنه يتمتع بمؤشر هيدروستاتيكي أعلى، مما يجعله أكثر ملاءمة للتطبيقات الطبية. يمكن استخدامه لأردية الجراحة، وغطاء العمليات الجراحية، ولفائف الجراحة، وأغطية الأسرة الطبية، وملابس غسل اليدين، وأردية العزل، والمعاطف المخبرية، والمزيد.
المواصفات الفنية لماكينة تصنيع الأقمشة غير المنسوجة SMMS
(تكنولوجيا براءة اختراع حصرية من CL - تصميم الويب المزدوج)
| النموذج | العرض الفعّال | كثافة القماش GSM | سرعة الآلة | المادة الخام | القدرة الإنتاجية |
| 1600 SMMS | 1600 | 8-80gsm | 550m/min | PP Chips | 12.5 Ton/Day |
| 2400 SMMS | 2400 | 8-80gsm | 550m/min | PP Chips | 19 Ton./Day |
| 3200 SMMS | 3200 | 8-80gsm | 550m/min | PP Chips | 25 Ton/Day |
| 4200 SMMS | 4200 | 8-80gsm | 550m/min | PP Chips | 33 Ton/Day |
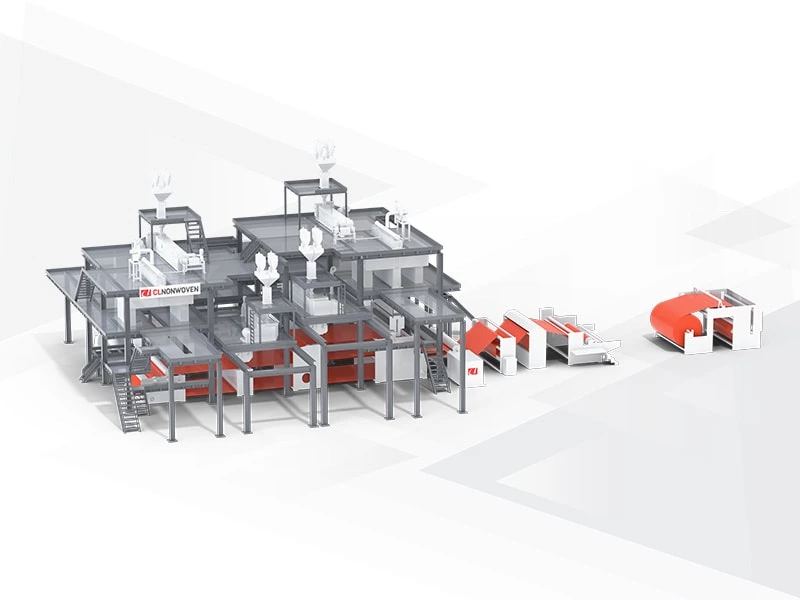
نظرة عامة على خط الإنتاج
تستخدم ماكينة تصنيع الأقمشة غير المنسوجة هذه لإنتاج الأقمشة غير المنسوجة من خلال عملية دوران PP، وتشكيل الويب، وتقوية الترابط الحراري. باستخدام PP كمادة خام رئيسية، إلى جانب إضافات مثل الكتل الملونة، ومضادات الأكسدة، ومواد مقاومة للتآكل، ومثبطات اللهب، نقوم بإنتاج أقمشة غير منسوجة بألوان وخصائص مختلفة، ومناسبة لتطبيقات متنوعة. يمكن لهذا الخط الإنتاجي إنتاج منتجات SS PP spunbond ومنتجات SMMS PP spunmelt، والتي يمكن تحويلها وفقًا لمواقع السوق المختلفة واحتياجات العملاء.
تصنيف SMMS: S1 → M1 → M2 → S2 من جهاز تشكيل الويب باتجاه الأسطوانة.
المتطلبات العامة للمعدات الرئيسية لنظام خط النفخ الذائب
1. المعدات الرئيسية لنظام السبين بوند (إجمالي 2 مجموعات))
1.1 نظام الجرع (2 مجموعات)
يستخدم كل نظام نوع تغذية تلقائي بالشفط تحت الضغط السلبي. الأنبوب المستخدم في التغذية مصنوع من الفولاذ المقاوم للصدأ بسمك جدار 1 مم. يوفر نظام الجرع واجهة العملية لواجهة تشغيل معدات المضيف للاستعلام، وتنبيه الأعطال لنظام الجرع يتم إخراجه إلى وحدة التحكم في معدات المضيف لسهولة التحقق. يتم توفير 2 خزان مواد بسعة 2 طن لكل منها، و2 مجموعة من مروحة شفط ذات ضغط عالٍ بقدرة 11 كيلووات. (S1 وS2 متطابقان).
1.2 آلة البثق (2 مجموعات)
وظيفة وتكوين المعدات: تقوم هذه الوحدة بشكل رئيسي بعصر وذوبان رقائق PP، وتتكون من ترس النقل، ومخفض السرعة، وبرغي، ورأس مزج، وجلبة، وسخان سيراميكي، وإطار، وما إلى ذلك، وهي مجهزة بنظام التحكم في درجة الحرارة التلقائي، ونظام التبريد، ونظام الإنذار. يعتمد النقل الرئيسي على التحكم في تردد AC. يتبنى التحكم في درجة الحرارة في كل منطقة وحدة تحكم درجة الحرارة، ومرحلات الحالة الصلبة، ومستشعرات درجة الحرارة من نوع Pt 100 لتشكيل نظام التحكم في درجة الحرارة المغلق..
1.3 آلة البثق لإعادة التدوير (2 مجموعات)
وظيفة وتكوين المعدات: لإعادة تدوير المواد الحافة. تتكون من برغي، وجلبة، ورأس تصريف، ومرشح ذائب، وجهاز نقل، ونظام تسخين، وجهاز عزل حراري، وإطار، ونظام التحكم في درجة الحرارة والضغط، ورولر تغذية المواد الحافة وجهاز العجلة الموجهة، وما إلى ذلك. باستخدام تنظيم سرعة محرك AC، يتبنى التحكم في درجة الحرارة في كل منطقة وحدة تحكم درجة الحرارة، ومرحلات الحالة الصلبة، ومستشعرات درجة الحرارة من نوع Pt 100 لتشكيل نظام التحكم في درجة الحرارة المغلق. رأس التصريف مزود بصمام فحص، مع عرض ضغط الرأس، والنوع الجديد من التغذية السهلة ويمنع الإصابة باليد، ويتم التحكم في منفذ التغذية بواسطة محول تردد Siemens.
1.4 مرشح الذوبان: (2 مجموعات)
متصل بالبثق مباشرةً من خلال الفلنج، ويتكون من مجموعتين من وحدات الفلترة.
1.5 مضخة الدوران ومحركها (2 مجموعات، تصميم CL الأحدث)
النوع: مضخة تروس
1.6 جسم قالب الدوران (2 مجموعات، تصميم CL الأحدث)
طريقة توزيع الذوبان داخل الصندوق: مضخة واحدة، نوع شماعة واحدة
1.7 جهاز سحب المونومر (2 مجموعات)
صف مزدوج ومتوازي مع أنابيب متعددة
1.8 جهاز غرفة التبريد (2 مجموعات، تصميم CL الأحدث)
يتبنى هيكل تهوية عبر الهواء من نوع جديد، والإطار الرئيسي مصنوع من مادة الألمنيوم، ولوحة إغلاق من الفولاذ المقاوم للصدأ مع عزل.
1.9 وحدة التمدد (2 مجموعات، تصميم CL الأحدث)
تتبنى هيكل قناة الهواء الممتدة الجديدة مع العزل الحراري.
1.10 موزع الهواء (2 مجموعات، تصميم CL الأحدث)
يمكن ضبط عرض قناة التوزيع عبر الإنترنت.
2. المعدات الرئيسية لنظام النفخ بالذوبان
2.1 نظام الجرع: (1 مجموعة)/h3>
يستخدم كل نظام نوع تغذية تلقائي بالشفط تحت الضغط السلبي. الارتفاع الفعّال لتغذية المواد هو 12 مترًا، والمسافة الأفقية لنقل المواد هي 60 مترًا. الأنبوب المستخدم في التغذية مصنوع من الفولاذ المقاوم للصدأ بسمك جدار 1 مم. يوفر نظام الجرع واجهة العملية لواجهة تشغيل معدات المضيف للاستعلام، وتنبيه الأعطال لنظام الجرع يتم إخراجه إلى وحدة التحكم في معدات المضيف لسهولة التحقق.
inquiry, and the fault alarm of the dosing system is output to the console of the host equipment for easy checking.
2.2 آلة البثق (1 مجموعة)
وظيفة وتكوين المعدات: تقوم هذه الوحدة بشكل رئيسي بعصر وذوبان رقائق PP، وتتكون من ترس النقل، ومخفض السرعة، وبرغي، ورأس مزج، وجلبة، وسخان سيراميكي، وإطار، وما إلى ذلك، وهي مجهزة بنظام التحكم في درجة الحرارة التلقائي، ونظام التبريد، ونظام الإنذار. يعتمد النقل الرئيسي على التحكم في تردد AC. يتبنى التحكم في درجة الحرارة في كل منطقة وحدة تحكم درجة الحرارة، ومرحلات الحالة الصلبة، ومستشعرات درجة الحرارة من نوع Pt 100 لتشكيل نظام التحكم في درجة الحرارة المغلق.
2.3 مرشح الذوبان (1 مجموعة)
متصل بالبثق مباشرةً من خلال الفلنج، ويتكون من مجموعتين من وحدات الفلترة.
2.4 مضخة الدوران ومحركها (1 مجموعة)
النوع: مضخة تروس
2.5 جسم قالب الدوران ومكونات الدوران لنظام النفخ بالذوبان (1 مجموعة)
ضغط العمل المصمم لرأس قالب النفخ بالذوبان: 300 درجة مئوية
2.6 خط أنابيب الذوبان (1 مجموعة) يتبنى نمط تسخين وعزل شامل.
2.7 منصة الهيكل الفولاذي (1 مجموعة، تصميم CL الأحدث)
يمكن رفع وخفض منصة الفولاذ الخاصة بنظام النفخ المنصهر لضبط DCD.
يمكن لمنصة الفولاذ لنظام النفخ المنصهر أيضًا أن تتحرك على طول اتجاه القرص المضغوط وتكون غير متصلة بالإنترنت.
2.8 جهاز حماية حزام النفخ بالذوبان (1 مجموعة، تصميم CL الأحدث)
جهاز حماية حزام النفخ لمواقف خاصة مثل انقطاع الطاقة غير المتوقع، إيقاف الهواء الساخن، وإيقاف الحزام.
2.9 جهاز تسخين وحدة التمدد (1 مجموعة)
2.10 مروحة (علامة تجارية ألمانية أو كورية جنوبية)
2.11 آلة تشكيل الويب (1 مجموعة، تصميم CL الأحدث)
سرعة تشكيل الويب: 550 م/دقيقة
2.12 الأسطوانة الساخنة (2 مجموعة)
وضع القيادة: غير نشط
2.13 الأسطوانة الداعمة (2 مجموعة)
يجب ألا يقل صلابة طبقة المطاط على السطح عن SHA76.
2.14 نظام القيادة (1 مجموعة)
تحمل القيادة من نوع NSK أو SKF، مع عمود بقطر 90 مم.
2.15 هيكل آلة تشكيل الويب:
سماكة لوحة الفولاذ من نوع الجدار 40 مم. حماية بألواح تغطية على كلا الجانبين.
2.15 تقويم ثنائي الأسطوانة (1 مجموعة، علامة تجارية CL)
سرعة الإنتاج: 550 م/دقيقة
شكل الأسطوانة: الأسطوانة العليا هي أسطوانة نقش، والأسطوانة السفلى هي أسطوانة ناعمة. العرض الفعّال لنقش الأسطوانة هو 3700 مم. عرض الأسطوانة الناعمة هو 3800 مم.
2.16 نظام الترطيب مع مجفف
دوران مزدوج الجوانب مع نظام توزيع الزيت
2.17 آلة لف (1 مجموعة)
عرض العمل الفعّال: 3700 مم
2.18 آلة تقطيع (1 مجموعة)
عرض العمل الفعّال: 3700 مم




