
SSS خط الضواحي
يمكن أن تخضع الأقمشة غير المنسوجة SSS لمعالجات خاصة لجعلها مثالية لقطاع النظافة. تشتهر هذه المادة بتساويها الممتاز ونعومتها الاستثنائية، وهي تستخدم على نطاق واسع في الأغطية العلوية والخلفية لمعظم الحفاضات والفوط الصحية المتوفرة في السوق
المواصفات الفنية لآلة تصنيع الأقمشة غير المنسوجة سبانبوند SSS
| النموذج | العرض الفعّال | كثافة القماش GSM | سرعة الآلة | المادة الخام | القدرة الإنتاجية |
| 1600 SSS | 1600 | 8-80gsm | 650m/min | PP Chips | 15 Ton/Day |
| 2400 SSS | 2400 | 8-80gsm | 650m/min | PP Chips | 22 Ton./Day |
| 3200 SSS | 3200 | 8-80gsm | 650m/min | PP Chips | 30 Ton/Day |
| 4200 SSS | 4200 | 8-80gsm | 650m/min | PP Chips | 39 Ton/Day |
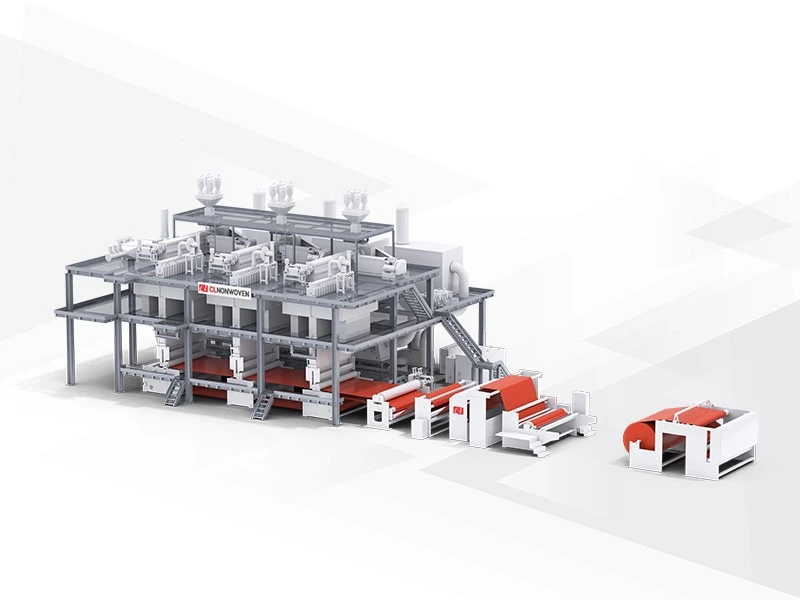
نظرة عامة على خط الإنتاج
تُستخدم آلة تصنيع الأقمشة غير المنسوجة SSS هذه لإنتاج الأقمشة غير المنسوجة من خلال عملية غزل PP، وتشكيل الشبكة، والربط الحراري. تعتمد بشكل أساسي على مادة PP كمادة خام رئيسية، إلى جانب إضافات مثل دفعات الألوان، ومضادات الأكسدة، وعوامل مقاومة التلبد، ومثبطات اللهب. يتميز خط الإنتاج بقدرته على إنتاج أقمشة سبانبوند غير منسوجة من نوع PP بألوان وخصائص مختلفة، مما يجعله مناسبًا لمجالات متعددة. يمكن لهذا الخط الإنتاجي إنتاج منتجات سبانبوند PP ثلاثية الطبقات SSS، والتي يمكن تحويلها وفقًا لموضع السوق المختلفة واحتياجات العملاء.
تصنيف SSS:S1 → S2 → S3 من جهاز تشكيل الشبكة باتجاه المكبس
المتطلبات العامة للمعدات الرئيسية لنظام سبانبوند
1. نظام الجرعات (3 مجموعات)
يستخدم كل نظام تغذية أوتوماتيكية من نوع شفط الضغط السلبي. أنبوب التغذية مصنوع من الفولاذ المقاوم للصدأ بسماكة 1 مم. يوفر نظام الجرعات واجهة عملية للتحقق من المعدات الرئيسية، ويتم إخراج إنذار الأعطال إلى لوحة التحكم الخاصة بالمعدات الرئيسية لتسهيل الفحص.
2. الطارد اللولبي (3 مجموعات)
وظيفة الجهاز وتركيبه: يُستخدم هذا الجهاز بشكل أساسي لضغط وإذابة رقائق PP. يتكون من ناقل الحركة، المخفض، اللولب، رأس الخلط، الغلاف، السخان الخزفي، الإطار، إلخ. ومجهز بنظام تحكم أوتوماتيكي في درجة الحرارة، ونظام تبريد، ونظام إنذار. يعتمد النقل الرئيسي على نظام تحكم بتردد التيار المتردد. يعتمد التحكم في درجة الحرارة لكل منطقة على وحدة التحكم في درجة الحرارة، الترحيل الحالة الصلبة، والمزدوجة الحرارية Pt 100 لتشكيل نظام تحكم مغلق في درجة الحرارة.
3. الطارد لإعادة تدوير المواد (3 مجموعات)
وظيفة المعدات وتركيبها: لإعادة تدوير المواد الحافة. تتكون من المسمار، والكم، ورأس التفريغ،
مرشح الذوبان، جهاز النقل، نظام التسخين، جهاز العزل الحراري، الإطار، نظام التحكم في درجة الحرارة والضغط، بكرة تغذية المواد الحافة وجهاز عجلة التوجيه، إلخ...
4. فلتر الذوبان (3 مجموعات)
متصل بالطارد مباشرة عبر شفة، ويتكون من ثلاث مجموعات من وحدات الفلترة.
5. مضخة الغزل وجهاز الدفع (3 مجموعات)
النوع: مضخة التروس.
6. جسم قالب الغزل (3 مجموعات، تصميم CL الأحدث) )
مجهز بنظام تسخين وعزل أوتوماتيكي، ونظام عرض الضغط خلف الشاشة (الفلتر). يعتمد التحكم في درجة الحرارة لكل منطقة على وحدة التحكم في درجة الحرارة، الترحيل الحالة الصلبة، والمزدوجة الحرارية PT100 لتشكيل نظام تحكم مغلق في درجة الحرارة. يمكن لكل صندوق غزل توزيع الذوبان بالتساوي والتناظر. مزود بأدوات متخصصة وأجهزة نقل لتسهيل استبدال المكونات.
7. جهاز شفط المونومر (3 مجموعات، تصميم CL الأحدث)
صف مزدوج ومتوازي مع أنابيب متعددة.
8. جهاز غرفة التبريد (3 مجموعات، تصميم CL الأحدث)
يعتمد على هيكل جديد لنفخ الهواء العرضي، الإطار الرئيسي مصنوع من مادة الألمنيوم، ولوحة ختم من الفولاذ المقاوم للصدأ مع عزل حراري.
9. وحدة الشد (3 مجموعات، تصميم CL الأحدث)
يعتمد على هيكل مجرى الهواء الممتد الجديد مع العزل الحراري.
تتكون لوحة الغطاء من لوحة فولاذية مقاس 2 مم، والتي من المطلوب أن تكون سهلة التفكيك والتجميع.
10. ناشر (3 مجموعات، تصميم CL الأحدث)
يمكن تعديل عرض قناة الانتشار عبر الإنترنت.
11. جهاز تشكيل الشبكة (1 مجموعة، تصميم CL الأحدث)
حزام الدوران: قطعتين
واحد للاستخدام أثناء التشغيل، والآخر للاستخدام بعد اكتمال التشغيل
12. بكرة الضغط الساخنة (3 مجموعات)
طريقة القيادة: سلبية.
13. بكرة الدعم (3 مجموعات)
لا ينبغي أن تكون صلابة الطبقة المطاطية على السطح أقل من SHA76.
تم معالجة سطح الأسطوانة بطبقة مطاطية، وتم معالجة جسم الأسطوانة بطبقة محدبة متوسطة.
صلابة السطح: صلابة الشاطئ حوالي 70. باستخدام الشحوم التشحيم.
13.نظام القيادة (مجموعة واحدة)
يعتمد محمل القيادة على العلامة التجارية NSK أو SKF، مع عمود يبلغ 90 مم.
أسطوانة القيادة الرئيسية: يتم معالجة سطح الأسطوانة بالمطاط.
14. هيكل الويب السابق:
سمك لوحة الحائط 80 مم. حماية بألواح تغطية على كلا الجانبين. تأكد من توازي محور جميع الأسطوانات وعمودية الخط المركزي لآلة تشكيل الويب لتحقيق استقرار عالي السرعة. تعتمد جميع منفاخات تشكيل الويب على طريقة الشفط من جانب واحد.
15. تقويم ثنائي اللفة (مجموعة واحدة، ماركة CL)
شكل الأسطوانة: الأسطوانة العلوية عبارة عن أسطوانة نقش، والأسطوانة السفلية عبارة عن أسطوانة ناعمة (أسطوانة S). عرض النمط الفعال لأسطوانة النقش هو 3700 مم. عرض الأسطوانة الناعمة هو 3800 مم.
16. نظام محب للماء مع مجفف
رول قبلة مزدوج الجانب مع نظام توزيع الزيت.
يمكن تعديل السرعة على لوحة التحكم.
17. جهاز اللف (1 مجموعة)
العرض الفعّال للعمل: 3,700 مم.
18. جهاز التقطيع (1 مجموعة)
العرض الفعّال للعمل: 3,700 مم.
عرض التقطيع: 80 مم - 3,300 مم.




